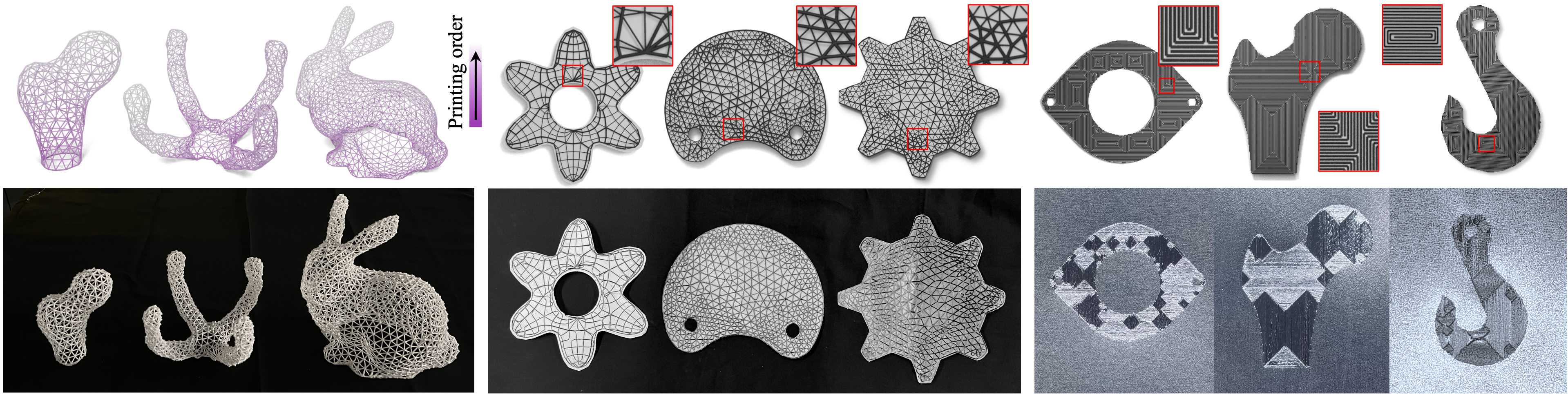
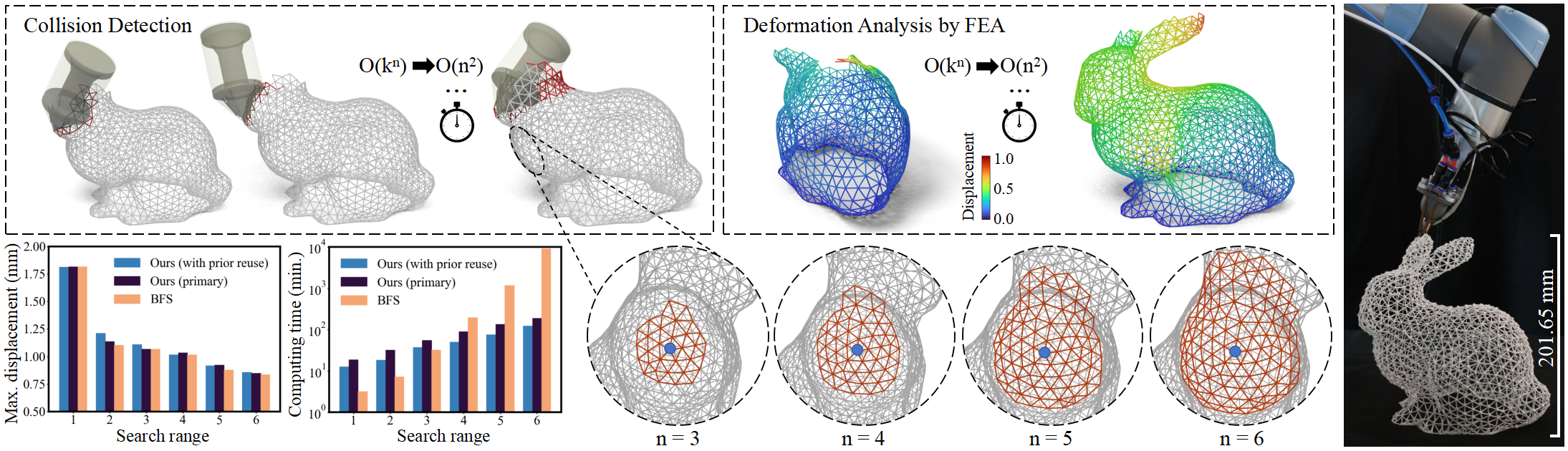
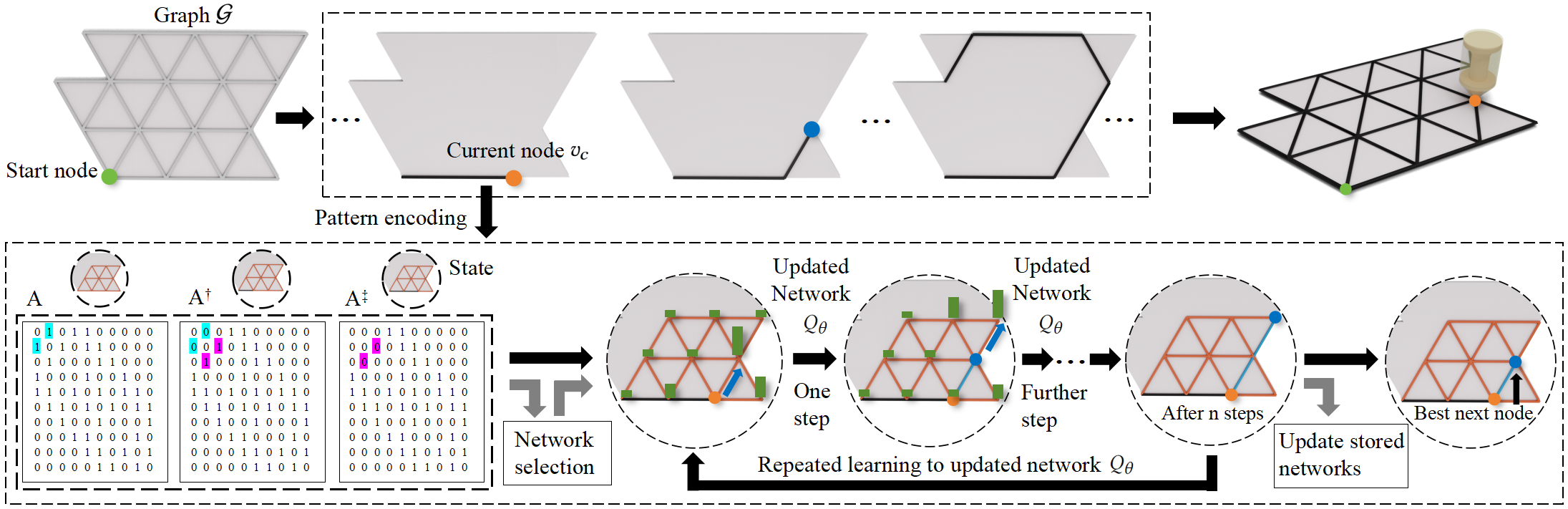
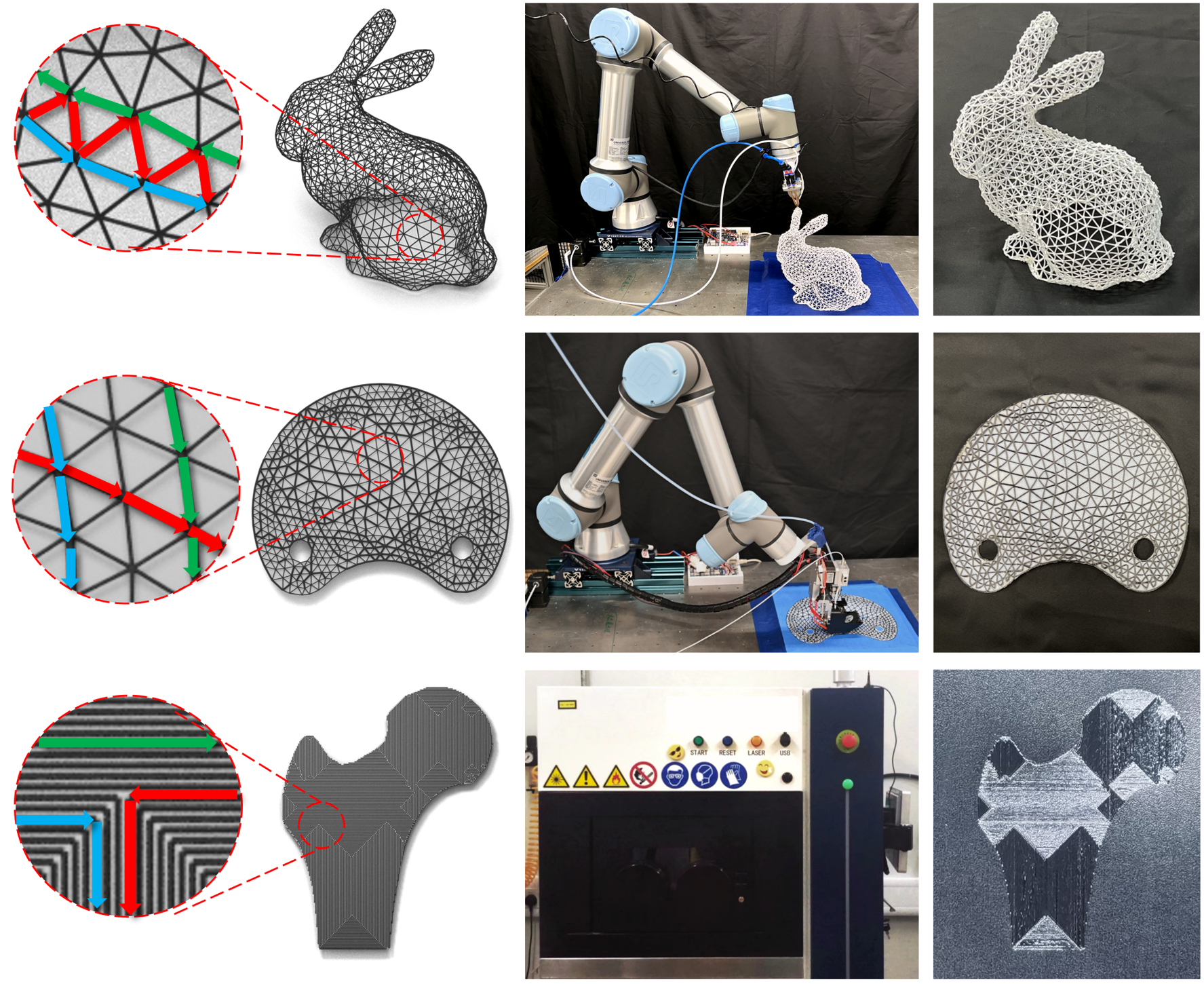
We presents an efficient reinforcement learning (RL) based planner for computing optimized 3D printing toolpaths, which can work on graphs on large scales by constructing the state space on-the-fly. The planner can cover different 3D printing applications by defining their corresponding reward functions and state spaces. Toolpath generation problems in wire-frame printing, continuous fiber printing, and metallic printing are selected
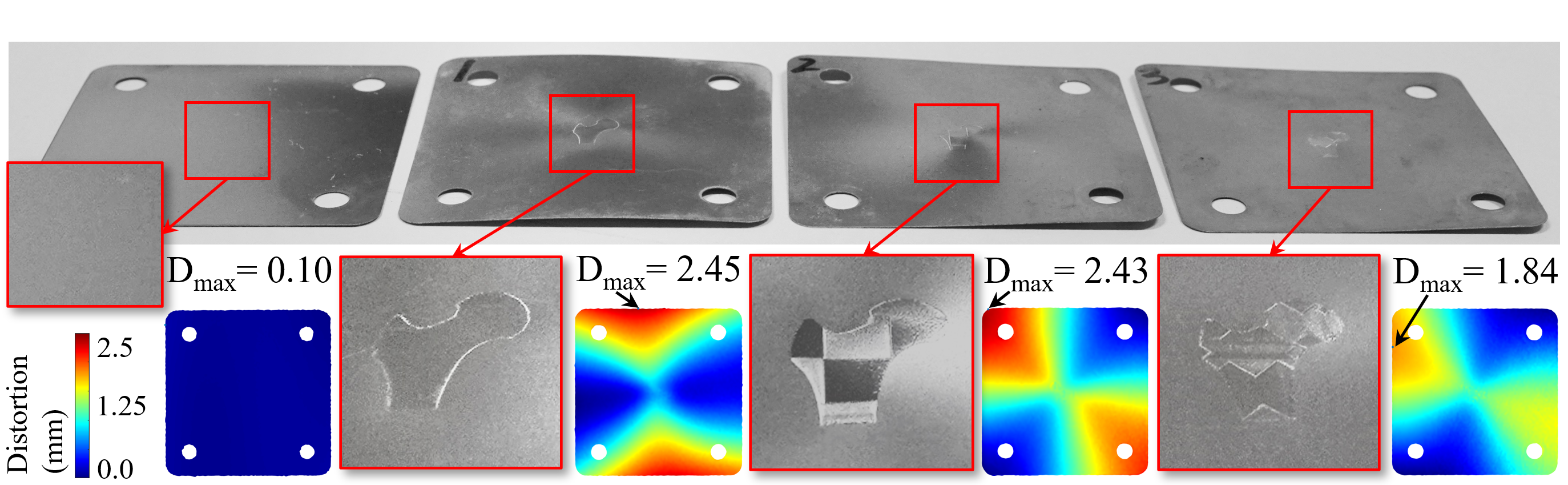
here to demonstrate generality. The resultant toolpaths have been applied in physical experiments to verify the performance of the planner. By this planner, wire-frame models with up to 3.3k struts can be successfully printed, up to 93.3% of sharp turns on continuous fiber toolpaths can be avoided, and the thermal distortion in metallic printing can be reduced by 24.9%.
.png)